Peptide manufacturing is facing pressure to reduce waste and adopt greener practices. Producing just 1 kg of a 50-amino-acid peptide API generates 8,400 kg of waste, mostly from hazardous solvents like DMF and DCM. With the peptide therapeutics market projected to hit $51 billion by 2026, scaling production while complying with stricter regulations is a growing challenge. Here's how the industry is addressing it:
- Renewable Materials: Bio-based solvents like 2-MeTHF and biodegradable resins like SpheriTide Aq are replacing petroleum-derived options.
- Greener Solvents: Safer alternatives (e.g., NBP, DMC) and solvent recycling methods are reducing waste.
- Energy-Efficient Methods: Microwave-assisted synthesis and continuous flow processes are cutting energy use and waste.
- Safer Chemistries: Volatile bases and aqueous deprotection methods eliminate toxic solvents like DMF.
- Eco-Friendly Purification: Alternatives to ACN, such as DMC/IPA mixtures, and membrane-based techniques are reducing solvent use.
- Digital Tools: AI and real-time monitoring optimize solvent usage and improve waste tracking.
- Green-by-Design: Early process planning aligns production with regulatory standards and waste reduction goals.
These trends are reshaping peptide production to meet rising demand while minimizing waste and ensuring compliance.
Digital Tools for Sustainable Peptide Manufacturing: Impact at a Glance
Reducing Costs, Making Peptide Synthesis Greener
sbb-itb-7164bd9
1. Renewable and Bio‑Based Raw Materials
Peptide manufacturing is undergoing a transformation by adopting renewable, bio-based materials to reduce its environmental impact. Traditionally, the process has relied on petroleum-derived solvents and polystyrene resins - both of which contribute to hazardous waste. Now, manufacturers are moving toward renewable alternatives, not just for raw materials but also for the methods and tools used during synthesis.
Amino acid building blocks, for instance, are now being produced through microbial fermentation using renewable feedstocks. This shift promotes more ethical and traceable supply chains, aligning with the United Nations' Sustainable Development Goal 12, which emphasizes responsible consumption. As for solvents, bio-based options like 2‑methyltetrahydrofuran (2‑MeTHF), derived from agricultural byproducts, and Cyrene, made from cellulose, are being tested as safer replacements for traditional solvents like DMF and NMP.
Solid supports are also evolving. In February 2026, UK-based SpheriTech Ltd. introduced a biodegradable resin called SpheriTide Aq, made from poly‑ε‑lysine. This resin works with water-based synthesis methods, unlike conventional polystyrene resins, which rely on hazardous organic solvents. By enabling aqueous synthesis, SpheriTide Aq reduces toxic solid waste and minimizes environmental harm. This shift is more than just operational; as Life Sciences Review puts it:
"This transition is not just an operational adjustment but a strategic realignment with global sustainability mandates, fundamentally altering how bioactive peptides are synthesized, purified, and delivered." - Life Sciences Review
The industry is also exploring creative ways to repurpose waste. For example, the 20 million metric tons of organic residues generated annually by the global wine industry are being studied as a nitrogen-rich resource for peptide extraction. This approach reflects a growing interest in the circular bioeconomy - where waste from one sector becomes raw material for another. It's a strategy that helps manufacturers cut costs while reducing their environmental footprint.
2. Greener Solvents and Reduced Solvent Use
Solvents are a major environmental issue in peptide manufacturing. In solid-phase peptide synthesis (SPPS), solvents make up 80–90% of the waste generated. Most of this waste comes from the frequent washing steps between deprotection and coupling cycles. Commonly used solvents like dimethylformamide (DMF), N-methyl-2-pyrrolidone (NMP), and dichloromethane (DCM) are hazardous and heavily regulated under the European Union's REACH guidelines. In fact, restrictions on DMF will officially begin in December 2023. To address these challenges, manufacturers are exploring alternative solvents and process changes.
Some greener solvents are no longer just experimental - they’re now being used in real-world applications. For example, N-butylpyrrolidone (NBP) is gaining attention as a safer, non-reprotoxic replacement for DMF in microwave-assisted synthesis. In purification, dimethyl carbonate (DMC) stands out. With about three times the elution strength of acetonitrile (ACN), DMC allows manufacturers to use significantly smaller volumes while achieving similar results. A practical example of this came in September 2025, when researchers at Fresenius Kabi iPSUM successfully purified industrial batches of semaglutide (31 amino acids) and salmon calcitonin (32 amino acids) using a DMC/isopropanol (IPA) mixture. They achieved comparable purity and recovery to traditional ACN-based methods while cutting down toxic waste. Beyond substitution, simplifying synthesis steps is proving equally effective in reducing waste.
Eliminating washing steps has shown dramatic results. In December 2023, CEM Corporation demonstrated a wash-free SPPS process for liraglutide synthesis at a 25 mmol production scale using their Liberty PRO large-scale microwave synthesizer. By swapping piperidine for 2.5% pyrrolidine, which evaporates more easily, and removing it via bulk evaporation combined with nitrogen headspace flushing, they slashed total waste from 139.7 liters to just 28.4 liters - an 80% reduction - without affecting crude purity or stereochemical control.
"The combination of one-pot coupling-deprotection methodology and reaction vessel headspace flushing allows the elimination of all wash steps resulting in 95% waste reduction in SPPS." - Nature Communications
Another promising approach is solvent recyclability. In May 2026, Sunresin New Materials and the University of KwaZulu-Natal used a recyclable ethyl acetate/toluene (EtOAc–Tol, 3:1) binary solvent mixture to synthesize an afamelanotide analogue. This mixture’s non-azeotropic nature allows for clean recovery through distillation, enabling reuse. As a result, the Process Mass Intensity (PMI) dropped from 3,206 to 1,137 - cutting the solvent-related environmental impact by 65%. Together, solvent substitution, wash-free processes, and recycling pave the way for reduced waste and compliance with stricter regulations, setting the stage for digital optimization techniques discussed later.
3. Energy-Efficient Synthesis Platforms and Process Intensification
Building on solvent reduction, energy-efficient synthesis is pushing peptide production toward more sustainable practices. Two standout technologies are driving this progress: microwave-assisted synthesis and continuous flow processes.
Microwave-assisted SPPS (Solid-Phase Peptide Synthesis) speeds up reaction kinetics far beyond what conventional heating can achieve. One key advantage is its ability to selectively evaporate deprotection bases, like pyrrolidine at 87°C, while leaving solvents such as DMF (which boils at 153°C) intact. This selective evaporation eliminates the need for liquid washing. In a streamlined one-pot process, the heat and solvent from the coupling step are directly reused for deprotection, cutting down both time and energy use. With this method, a full amino acid cycle can be completed in just 3.5 minutes, generating only 4.25 mL of waste per amino acid at a 0.1 mmol scale.
"This transformation of SPPS represents a step-change in peptide manufacturing process efficiency, and should encourage expanded access to peptide-based therapeutics." - Nature Communications
Meanwhile, continuous flow synthesis presents another leap forward. Unlike traditional batch processes, this method allows reactions to occur within a flow channel, enabling rapid chain elongation through single-flow, multi-component coupling. Research from 2025, led by Shinichiro Fuse at Nagoya University and published in Organic & Biomolecular Chemistry, demonstrated that continuous-flow techniques can produce peptides with over 200 residues and scale up to GMP-compliant kilogram-scale production. Even better, it achieves this with a smaller environmental footprint compared to batch methods.
Another innovative approach is Resonant Acoustic Mixing (RAM), which uses low-frequency (~60 Hz) acoustic energy to create micro-mixing zones. This technique supports solvent-free coupling by relying solely on residual solvent from resin pre-swelling. Unlike ball milling, which risks damaging resin beads, RAM offers gentle yet effective mixing. In October 2025, researchers successfully scaled the synthesis of the Lys–Ala–Val (KAV) tripeptide from 0.3 mmol to 10 mmol - a 30-fold increase. This process achieved 99% crude purity, a 71% isolated yield, and significantly reduced environmental impact, including a five-fold decrease in Process Mass Intensity (PMI) and a 60% reduction in amino acid consumption compared to conventional SPPS.
These energy-efficient technologies are reshaping peptide manufacturing, aligning it with modern sustainability goals while enhancing efficiency and scalability.
4. Safer Deprotection and Cleavage Chemistries
After addressing solvent use and energy efficiency, focusing on safer deprotection and cleavage chemistries offers another way to reduce the environmental footprint of peptide manufacturing. These steps are key contributors to hazardous waste in the process. Historically, solvents like N,N-dimethylformamide (DMF) and N-methyl-2-pyrrolidone (NMP) - known for their reproductive toxicity and classified as Substances of Very High Concern (SVHC) - have been the go-to choices. Notably, post-deprotection washings alone make up around 90% of the waste produced during standard solid-phase peptide synthesis (SPPS). To address this, new methods involving alternative volatile bases and innovative deprotection techniques are being explored.
One notable improvement is the shift toward using volatile bases in place of traditional ones. For instance, substituting piperidine (boiling point: ~106°C/223°F) with pyrrolidine (boiling point: ~87°C/189°F) allows for the evaporation of the base after deprotection. By pairing this with nitrogen headspace flushing to prevent vapor condensation, waste can be cut dramatically - by as much as 95%. Benchmark studies have shown that this approach alone can reduce waste by up to 80%.
"Post-deprotection washings have been indispensable and consume the largest amount of solvent in solid-phase peptide synthesis process with approximately 90% of waste generated by these washings." - Nature Communications
In addition to volatile bases, safer reagents like morpholine are being developed for Fmoc removal. A noteworthy breakthrough comes from researchers at Sulfotools GmbH and TU Darmstadt, who devised an aqueous SPPS method using the Smoc protecting group. This approach employs dilute aqueous sodium hydroxide or 25% aqueous ethanolamine, eliminating the need for DMF and NMP entirely. Impressively, this method has been successfully applied to synthesize 22 bioactive peptides, including Oxytocin and Vasopressin. These innovations align with earlier efforts to adopt renewable materials and greener solvents, forming a broader strategy for more sustainable peptide production.
5. Eco-Friendly Purification and Downstream Processing
After adopting greener synthesis and deprotection methods, the next step in sustainable peptide production is eco-friendly purification techniques.
Preparative liquid chromatography (prep-LC) has long been the industry standard for purification. However, it typically consumes hundreds of liters of solvent to purify just 1 kg of peptide. A common solvent in this process, acetonitrile (ACN), poses challenges due to its toxicity - during metabolism, it can generate cyanide. Regulatory guidelines, such as those from ICH, limit residual ACN in pharmaceutical ingredients to 410 ppm. This makes reducing reliance on ACN a priority, as it creates significant environmental and toxicological concerns, especially at scale.
One practical solution is substituting ACN with greener alternatives. Dimethyl carbonate (DMC), either on its own or mixed with isopropanol (IPA), has proven to be a strong contender. It offers high elution strength, which helps reduce the overall solvent volumes needed for preparative chromatography. A 2025 study published in Green Chemistry demonstrated the effectiveness of this approach. Researchers at Fresenius Kabi iPSUM successfully purified industrial batches of semaglutide (31 amino acids) and salmon calcitonin (32 amino acids) using DMC/IPA mixtures. This method delivered comparable purity and recovery rates while allowing for the reuse of distilled solvent waste.
"The use of dimethyl carbonate, alone or in a mixture with isopropanol, permits achieving comparable purification performance... but with a reduced amount of organic solvent waste." - Chiara De Luca et al.
Solvent recovery through distillation deserves special attention. Incorporating this step significantly reduces the environmental impact of solvent use. For manufacturers aiming to minimize their ecological footprint without overhauling their processes, this is an effective and straightforward option.
In addition to solvent substitution, membrane-based techniques offer another environmentally friendly approach to downstream processing. Methods like ultrafiltration (UF) and nanofiltration (NF) rely on pressure gradients instead of large volumes of organic solvents. These techniques operate at ambient temperatures, preserving the bioactivity of peptides. A particularly efficient method, Electrodialysis with Ultrafiltration (EDUF), uses electrical forces to selectively isolate charged peptides. This approach achieves recovery rates as high as 94% for peptide fractions in the 300–600 Da range. Moreover, charged UF membranes can enhance separation performance by over 50% compared to uncharged membranes, making them an excellent choice for peptides that are too similar in size for traditional size-exclusion methods.
"Membrane technology offers an efficient separation approach for polypeptides due to its high efficiency, low energy consumption, operational simplicity, and environmental sustainability." - Separations Journal
The industry’s movement toward greener practices aligns with the "Three Rs": replace toxic solvents like ACN, reduce overall solvent usage with stronger modifiers and multicolumn chromatography, and recycle solvents through distillation. These strategies not only cut waste but also strengthen the sustainable production cycle across the board.
6. Digitalization, AI, and Data-Driven Green Optimization
Digital tools are playing a key role in advancing greener chemistry by pinpointing when and where sustainable practices can be scaled effectively.
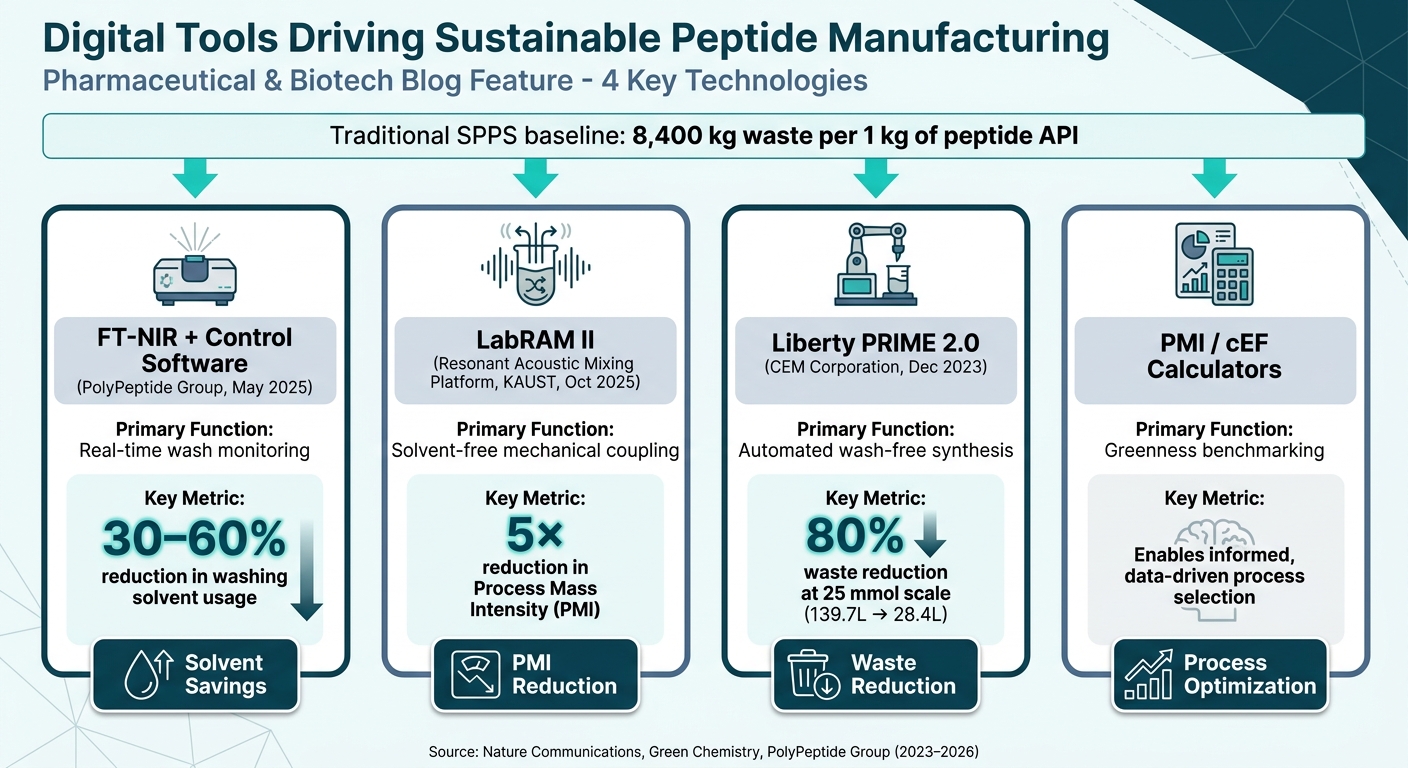
Take Process Mass Intensity (PMI), for example - a real-time metric that's transforming how manufacturers track waste. Traditionally, producing a 50-amino-acid peptide through solid-phase peptide synthesis (SPPS) generates an average of 8,400 kg of waste for every kg of API. PMI makes this waste visible, providing manufacturers with a measurable target to improve instead of relying on intuition or rigid protocols.
Real-time monitoring has also proven to be a game-changer in cutting down solvent waste. In May 2025, PolyPeptide Group adopted advanced control software integrated with Fourier-Transform Near-Infrared (FT-NIR) spectroscopy for their SPPS workflows. Instead of sticking to fixed solvent volumes during washing, the system uses real-time data to track piperidine levels and halts the process as soon as the wash is complete. This approach has led to a 30–60% reduction in washing solvent usage.
"This software allows for real-time monitoring and calibration, significantly reducing solvent consumption and enhancing process efficiency. By automating the washing sequence, it can save up to 30–60% of washing solvents." - Fabien Rousset, Director of Global Innovation, PolyPeptide Group
Beyond software, advancements in digital hardware are reshaping synthesis methods. In October 2025, researchers at the KAUST Catalysis Center used the LabRAM II resonant acoustic mixing platform to develop a solvent-free protocol for amide coupling. By digitally controlling acoustic acceleration at 95g, they eliminated the need for bulk solvents in coupling steps. This innovation resulted in a 5-fold reduction in PMI compared to traditional microwave-assisted SPPS. Similarly, the Liberty PRIME 2.0 system has introduced automated, wash-free synthesis, further driving waste reduction with consistent results proven in prior processes.
These tools not only minimize waste but also improve overall efficiency, marking a significant step forward in sustainable production practices.
Here’s a snapshot of the sustainability improvements achieved with these digital tools:
| Digital Tool | Primary Function | Impact |
|---|---|---|
| FT-NIR + Control Software | Real-time wash monitoring | 30–60% solvent reduction |
| LabRAM II (RAM Platform) | Solvent-free mechanical coupling | 5-fold PMI reduction |
| Liberty PRIME 2.0 | Automated wash-free synthesis | 80% waste reduction at 25 mmol scale |
| PMI/cEF Calculators | Greenness benchmarking | Informed process selection |
These digital innovations are setting the stage for sustainable design and regulatory compliance, including FDA regulatory requirements for peptide manufacturing, paving the way for the next discussion.
7. Sustainability by Design and Regulatory Alignment
Green manufacturing starts with smart decisions at the design stage to prevent waste before it happens. As David Alvaro, Ph.D., Editor in Chief of Pharma's Almanac, puts it:
"Sustainability is not limited to treating waste, managing emissions, or improving disposal practices after manufacturing is complete. It begins earlier, with decisions on solvents, reagents, reaction conditions, purification methods, and process design."
This "green-by-design" approach means making strategic choices during early development when processes are still adaptable. Both upstream synthesis and downstream purification need to be treated as a single, interconnected system. For instance, a synthesis route that looks efficient on paper might still carry a heavy environmental cost if it produces impurities requiring solvent-intensive purification. By focusing on design first, manufacturers can set the foundation for efficient recovery strategies later on.
Take, for example, a May 2026 study led by Fernando Albericio. The research used a swellable macroporous polystyrene (SMPS) resin with an EtOAc–Tol (3:1) solvent mixture, designed with recovery in mind from the start. This approach recovered 116 mL from 160 mL of waste, cutting the Process Mass Intensity (PMI) by 65%.
While sustainability in synthesis and purification is essential, aligning with regulatory standards is just as important. In the U.S., manufacturers must comply with ICH Q3C residual solvent limits, such as the 410 ppm cap on acetonitrile in finished APIs, and meet FDA impurity thresholds of less than 0.10% for unknown impurities in peptide APIs. In Europe, the REACH restriction on DMF, which came into effect in December 2023, has pushed manufacturers to rethink solvent choices early in the design process, avoiding costly reformulations later.
Additionally, policies like the Sustainable Chemistry Act of 2021 and the SEC Climate Disclosure Rules are raising expectations. Over 75% of institutional investors now consider ESG performance when making decisions. Early integration of sustainability not only reduces waste but also strengthens supply chain resilience, regulatory compliance, and investor confidence. By embedding these principles at the design stage, manufacturers can streamline production while ensuring long-term compliance and market stability.
Conclusion
The trends highlighted earlier are reshaping the future of peptide manufacturing, paving the way for more efficient and eco-friendly production methods. From renewable materials to the integration of AI, these advancements are redefining how peptides are produced. Traditional manufacturing methods have a notable environmental impact, and addressing these challenges is key to lowering drug costs, ensuring a stable supply, and improving patient access.
With the peptide therapeutics market projected to reach $51 billion by 2026, the demand for treatments like semaglutide and tirzepatide is driving innovation in scalable and cleaner production techniques. As Lucia Ferrazzano and colleagues observed:
"The urgency to protect the environment from pollution... has transformed green chemistry from an ethical approach to an inescapable necessity."
In the generics space, where affordability is critical, advancements like solvent recycling, wash-free synthesis, and greener purification methods are helping reduce costs while adhering to strict regulatory standards. These manufacturing shifts also hold implications for clinicians, as changes in synthesis and purification processes can influence a peptide's purity, stability, and therapeutic performance. For U.S. clinicians, staying current through platforms like PeptidePrescriber ensures they remain aligned with the latest evidence-based practices and manufacturing breakthroughs.
FAQs
Why does peptide manufacturing create so much waste?
Peptide manufacturing, particularly through solid-phase peptide synthesis (SPPS), produces a large amount of waste, primarily due to the extensive use of solvents. These solvents are essential for steps like coupling, deprotection, and washing during the process. Notably, washing steps alone account for roughly 90% of the total waste generated.
Adding to the issue, the process often depends on hazardous chemicals and requires surplus materials to ensure the reactions are fully completed. To address these challenges and minimize the environmental footprint, current efforts are focusing on alternatives such as water-based synthesis, reducing solvent usage, and adopting cleaner purification techniques.
What can replace DMF, DCM, and acetonitrile in peptide production?
Researchers are working to reduce health and environmental risks by finding safer alternatives to solvents like DMF, DCM, and acetonitrile. In the case of solid-phase peptide synthesis (SPPS), some promising substitutes include binary mixtures such as ethyl acetate combined with dimethyl sulfoxide or N-butylpyrrolidone, as well as N-formylmorpholine/anisole blends. Additionally, water-based methods using amine salts and biodegradable supports are gaining attention.
For purification processes, a greener option involves replacing acetonitrile with a mix of dimethyl carbonate and isopropanol, offering a more sustainable approach.
How do sustainable manufacturing changes affect peptide API quality?
Sustainable manufacturing techniques are making strides in improving efficiency while upholding the quality of peptide APIs. For instance, solvent substitution - such as replacing traditional solvents with alternatives like dimethyl carbonate or isopropanol - delivers comparable purity and recovery rates to conventional methods.
On top of that, advancements like continuous chromatography and solvent recycling are tailored to meet rigorous clinical purity and regulatory requirements. These methods not only reduce environmental impact but also maintain the integrity of the final product, ensuring high standards are met without compromise.